From Good to Worthless: Determining Loss
Summary: If we know the cost of labor and materials used to fix or replace bad items, we can estimate our loss due to poor quality.
September 22, 2015 | Articles, Efficiency, Outcome, Quality Assurance, Resources, Role
Determining Loss

When we think of quality as meeting a target value, we need a way to calculate the loss incurred when we don’t hit the target. If you use tolerances, loss is easy to determine. If we know the cost of labor and materials used to fix or replace bad items, we can estimate our loss due to poor quality.
The Cost of Poor Quality
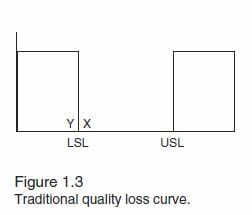
In the past, companies only allocated poor quality costs to the parts that fell outside the spec limits, as shown in Figure 1.3. In this example, two parts are produced: X and Y. X is 0.005 inches inside the lower spec limit and Y is 0.005 inches outside this limit. X is good, Y is bad.
The cost of poor quality for X is zero, while the cost for poor quality for Y is $20. Both parts are similar and both are very far from the target, yet there is a large difference in the cost. Although this method distributes the cost of poor quality, it does not depict the loss accurately.
A loss is actually a gradual change from good to worthless. Any movement away from the design target exerts some degree of loss. Variance must be compensated for, if not directly by the part maker, then by next department, the end producer, or the final buyer. It is the end producer who ultimately suffers the cost of variance — a loss of business, loss of sales, loss due to rework and repairs, etc. These losses eventually come full circle and cost the producer.
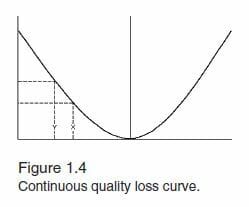
This is why long range thinkers consider the loss experienced by their customers as well as their own direct loss. They distribute costs of poor quality to every part that misses the design target. This method distributes costs progressively; the farther from the design target, the greater the cost.
The figure below shows this method of distributing poor quality losses. Instead of beginning where parts fall outside spec limits, losses begin at the point where the target is first missed.
Zontec’s Synergy Suite of SPC software can help prevent loss. How? Schedule a Demo here.
This content is adapted from Zontec’s The Book of Statistical Process Control.
You can download a free copy here.